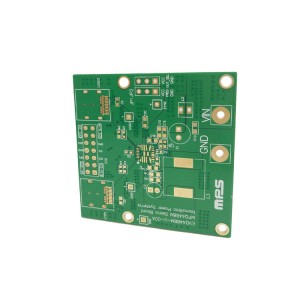
2 پرت ENIG FR4 ہیوی کاپر پی سی بی


ہیوی کاپر پی سی بی کی سوراخ کرنے میں مشکلات
تانبے کی موٹائی میں اضافے کے ساتھ، بھاری تانبے کے پی سی بی کی موٹائی بھی بڑھ جاتی ہے۔بھاری تانبے کی پی سی بی عام طور پر 2.0 ملی میٹر سے زیادہ موٹی ہوتی ہے، پلیٹ کی موٹائی کی موٹائی اور تانبے کی موٹی عوامل کی وجہ سے سوراخ کرنے والی پیداوار، پیداوار زیادہ مشکل ہوتی ہے۔اس سلسلے میں، ایک نئے کٹر کا استعمال، ڈرل کٹر کی سروس لائف کو کم کرنا، سیکشن ڈرلنگ بھاری تانبے کی پی سی بی ڈرلنگ کا ایک مؤثر حل بن گیا ہے۔اس کے علاوہ، ڈرلنگ کے پیرامیٹرز کی اصلاح جیسے فیڈ کی رفتار اور ریوائنڈ کی رفتار بھی سوراخ کے معیار پر بہت زیادہ اثر انداز ہوتی ہے۔
ہدف کے سوراخوں کی گھسائی کرنے کا مسئلہ۔ڈرلنگ کے دوران، تانبے کی موٹائی میں اضافے کے ساتھ ایکس رے کی توانائی بتدریج کم ہوتی جاتی ہے، اور اس کی دخول کی صلاحیت اوپری حد تک پہنچ جاتی ہے۔لہذا، موٹی تانبے کی موٹائی کے ساتھ پی سی بی کے لئے، ڈرلنگ کے دوران ہیڈ پلیٹ کے انحراف کی تصدیق کرنا ناممکن ہے.اس سلسلے میں، آفسیٹ کنفرمیشن ٹارگٹ پلیٹ ایج کی مختلف پوزیشنوں پر سیٹ کیا جا سکتا ہے، اور آفسیٹ کنفرمیشن ٹارگٹ کو پہلے کاپر فوائل کے ڈیٹا میں ٹارگٹ پوزیشن کے مطابق مل کر آؤٹ کیا جاتا ہے، اور ٹارگٹ کاٹتے وقت تانبے کے ورق پر سوراخ اور اندرونی تہہ کا ہدف سوراخ لیمینیشن کے مطابق تیار کیا جاتا ہے۔
آلات ڈسپلے

پی سی بی خودکار چڑھانا لائن

پی سی بی پی ٹی ایچ لائن

پی سی بی ایل ڈی آئی

پی سی بی سی سی ڈی ایکسپوژر مشین
فیکٹری شو

پی سی بی مینوفیکچرنگ بیس

ایڈمن ریسپشنسٹ

اجلاس گاہ